
Изменение размеров малых тел лабораторная работа 2. Лабораторная работа: Измерение физических величин
Цели работы:
знакомство с основными методами измерений физических величин, принципом действия и конструкцией измерительных приборов,
изучение различных видов погрешностей, возникающих при прямых и косвенных измерениях физических величин,
определение плотности вещества твердых тел правильной геометрической формы (цилиндр, параллелепипед).
1.1 Прямые измерения основных физических величин
Измерением называют экспериментальное определение качественного значения физической величины с помощью специально для этого предназначенных измерительных приборов и устройств. Физическая величина характеризует определенную особенность физического объекта или явления, отображает их свойства, состояние или происходящие в них процессы. Измерение физической величины включает в себя наблюдение и выполнение необходимых математических операций по определению результата измерения. Все измерения делятся на две группы.
Прямое измерение – измерение, при котором физическая величина может быть получена непосредственно в процессе наблюдения. Примером прямых измерений являются: измерение температуры термометром, давления – барометром. длины – линейкой, времени – секундомером и т.д.
Косвенное измерение – измерение, при котором искомое значение физической величины получают на основании ее зависимости от величин, измеренных прямо.
Имеется огромное количество физических величин, которые измеряются как прямыми, так и косвенными методами. Однако, можно выделить основные физические величины, измерения которых проводятся наиболее часто, либо по результатам измерения таких величин можно судить об остальных физических параметрах. К таким измерениям можно отнести измерение линейных размеров, времени, температуры, массы.
Простейшей мерой длины является линейка, отградуированная по эталону в единицах длины. Разновидностью линеек являются гибкие меры длины: рулетки, метры и т.д. Точность этих приборов не велика, сказывается тепловое расширение, измерение размеров при хранении и эксплуатации. Приборную погрешность указанных инструментов принято считать равной половине цены деления.
Большей точности
достигают в приборах с нониусом, например,
в штангенциркуле. При определении
размеров тел штангенциркулем объект
измерения помещается между измерительными
губками, выполненными из твердого
сплава. Размер объекта определяется по
положению измерительной рамки,
перемещающейся вдоль штанги со штриховой
шкалой. На штанге нанесена основная
шкала с ценой деления
,
а на рамке – дополнительная штриховая
шкала – нониус. Каждое деление нониуса n меньше
деления основной шкалы b
.
Цена деления нониуса равна цене одного
деления основной шкалы, деленной на
число делений нониуса:
b
.
Цена деления нониуса равна цене одного
деления основной шкалы, деленной на
число делений нониуса: .
При перемещении нулевого штриха
нониуса между делениями основной шкалы
штрихи нониуса поочередно совпадают
со штрихами основной шкалы. Первоначально
со штрихом основной шкалы совпадет 1-й
штрих нониуса, затем 2-й. 3-й и т.д. таким
образом, указателем для нониуса служит
штрих основной шкалы, совпадающий со
штрихом нониуса. Результат измерения
определяется целым числом делений
основной шкалы. к которому добавляется
дробная часть. Целое число делений
основной шкалы (число миллиметров)
указывает нулевой шрих нониусной шкалы.
Число десятых делений миллиметра берется
при отсчете по нониусу и равно номеру
этого штриха нониуса, умноженному наl
n
.
На рисунке
1.1 а,
например, число полных делений равно
43, дробная часть (отсчет по нониусу) –
2.5. Результат измерения 43,25.
.
При перемещении нулевого штриха
нониуса между делениями основной шкалы
штрихи нониуса поочередно совпадают
со штрихами основной шкалы. Первоначально
со штрихом основной шкалы совпадет 1-й
штрих нониуса, затем 2-й. 3-й и т.д. таким
образом, указателем для нониуса служит
штрих основной шкалы, совпадающий со
штрихом нониуса. Результат измерения
определяется целым числом делений
основной шкалы. к которому добавляется
дробная часть. Целое число делений
основной шкалы (число миллиметров)
указывает нулевой шрих нониусной шкалы.
Число десятых делений миллиметра берется
при отсчете по нониусу и равно номеру
этого штриха нониуса, умноженному наl
n
.
На рисунке
1.1 а,
например, число полных делений равно
43, дробная часть (отсчет по нониусу) –
2.5. Результат измерения 43,25.
Тренировочные задания и вопросы:
- Свободным падением называется_
- Свободное падение по своему характеру является_
- Ускорение свободного падения g = _
- Все ли тела падают с одинаковым ускорением? Почему?_
- Почему в комнате дробинка долетает быстрее пушинки, если они падают с одной высоты?_
- Сколько времени тело будет падать с высоты h = 11,25 м? _
Оборудование: комплект «Лаборатория L-микро» по механике.
Цель: измерить ускорение свободного падения с помощью прибора для изучения движения тел.
Для проведения опытов используйте направляющую плоскость 1, каретку 2, датчики 3, электронный секундомер 4, пластиковый коврик 5 (рис .). Ускорение свободного падения можно определить, измерив путь и время движения из состояния покоя.
Для точного измерения времени падения используется электронный секундомер 4 с магнитными датчиками 3. Запуск и остановка электронного секундомера могут осуществляться либо нажатием « Пуск/Стоп», либо с помощью магнитоуправляемых контактов герконов- в выносных датчиках 3. Геркон (герметический контакт) состоит из двух близко расположенных упругих металлических контактов, которые при внесении в магнитное поле или при приближении намагничиваются и притягиваются друг к другу. В результате замыкается участок электрической цепи, соединённый с выводами геркона. Схема электронного секундомера устроена так, что при первом замыкании электрических контактов на его входе происходит запуск секундомера, при следующем замыкании секундомер останавливается, Управление герконами осуществляется небольшим постоянным магнитом, укрепленным в середине внешней боковой стороны каретки 2.
Порядок выполнения задания
Установите направляющую плоскость почти вертикально для уменьшения влияния силы трения. С помощью магнитных держателей прикрепите датчики к направляющей плоскости, один у её верхнего края, другой у нижнего края
Нажатием на кнопку «Сброс» установите нуль на шкале электронного секундомера, Проверьте работоспособность секундомера поочерёдным поднесением магнита каретки сначала к первому датчику, затем ко второму датчику. Секундомер должен начать измерение времени при поднесении магнита к верхнему датчику и завершить измерение поднесении магнита к нижнему датчику. Цифры на шкале до точки показывают секунды, цифры после точки – десятые и сотые доли секунды.
Измерьте расстояние s между датчиками. Отпустите каретку и измерьте время t ее свободного падения. Повторите измерения 5 раз.
Вычислите ускорение свободного падения:
Найдите среднее арифметическое значение ускорения свободного падения.
| № | Время движения t,с | Путь s,м | Ускорение свободного падения g,м/с 2 |
| 1 | |||
| 2 | |||
| 3 | |||
| 4 | |||
| 5 |
Определите отклонение полученного вами значения g от действительного значения, равного 9,8 м/с 2 (т.е. найдите разность между ними). Вычислите, какую часть (в процентах) составляет эта разность от действительного значения g. Это отношение называется относительной погрешностью ε. Чем меньше относительная погрешность, тем выше точность измерений.
ε =| g ср – g| /g
Литература
- Боброва С.В
Цели работы: изучить устройство микроинструментов; освоить методы измерения деталей с помощью микроинструментов.
Теоретические сведения
Метод измерения деталей с помощью микрометрических инструментов - абсолютный. Верхний предел измеряемых величин для каждого типа микрометрического инструмента устанавливается соответствующим государственным стандартом. Все микрометрические инструменты (кроме микрометрического нутромера) имеют трещотку – механизм, обеспечивающий определенное измерительное усилие. Погрешность измерения состоит из погрешности инструмента, погрешности метода измерения и др. Основная погрешность (инструментальная) микрометров обычно не превышает ±5 мкм (±0,005 мм). Под ней понимается величина отклонения результата измерения от эталона, полученная при поверке инструмента.
Микрометры общего назначения (ГОСТ 6507-90 « Микрометры. Техни-ческие условия») подразделяются на следующие типы:
МК – гладкие (для установления наружных размеров изделий);
МЗ – зубомерные (для контроля длины общей нормали зубчатых колес);
МТ – трубные (для измерения толщины стенок труб);
МП – проволочные (для измерения проволоки).
Пример условного обозначения гладкого микрометра 1-го класса точности с диапазоном измерения 25-50 мм: микрометр МК-50-1 ГОСТ 6507-90 .
Микрометры со вставками используются для специальных измерений и по ГОСТ 4380-86 «Микрометры со вставками. Технические условия» подраз-деляются на:
МВМ – для измерения среднего диаметра метрической и дюймовой резьбы;
МВТ – для измерения среднего диаметра трапецеидальной резьбы;
МВП– с плоскими вставками (для измерения деталей из мягких материалов).
Пример условного обозначения резьбового микрометра с диапазоном измерений 0-25 мм: микрометр МВМ 0-25 ГОСТ 4380-93.
Микрометрические глубиномеры (ГОСТ 7470-92 «Глубиномеры микрометрические. Технические условия») изготавливаются 1-го и 2-го классов точности с диапазонами измерений 0-100, 0-150 мм.
Диапазоны измерений обеспечиваются набором сменных измерительных стержней. Пример условного обозначения микрометрического глубиномера с диапазоном измерений 0-100 мм: глубиномер ГМ 100 ГОСТ 7470-92.
Микрометрические нутромеры (ГОСТ 10-88 «Нутромеры микро-метрические. Технические условия») выпускаются с пределами измерения 0-75; 75-175; 75-600; 150-1250; 600-2500; 1250-4000; 2500-6000 мм. Диапазон измерений достигается за счет сменных удлинительных стержней. Микрометрический нутромер с верхним пределом измерений 175 мм обозначается следующим образом: нутромер НМ175 ГОСТ 10-88.
На рис.8 – 11 показаны микрометрические инструменты. Их выбирают по типу объекта измерения, пределам измерения и классу точности, в зависимости от размера и допускаемой погрешности измерения по ГОСТ 8.051-81.
Гладкие микрометры
Рисунок 8 – Гладкий микрометр

Рисунок 9 – Микрометрический глубиномер

Рисунок 10– Микрометр зубомерный

Рисунок 11– Микрометрический нутромер
Устройство микрометрических инструментов и работа с ними
Общими элементами микрометрических инструментов являются следу-ющие: стебель с линейной шкалой, микрометрический винт с трещоткой и стопорным устройством, барабан с круговой шкалой (Рисунок 8).
Цена деления круговой шкалы определяется отношением шага резьбы микрометрического винта (0,5 мм) к числу делений (50) и равна 0,01 мм. Цена деления и диапазон измерений указываются на лицевой стороне инструмента.
Перед началом измерений микрометром типа МК с пределом измерения до 25 мм требуется проверить установку его в нулевое положение. Для этого необходимо выполнить следующие действия: сначала протереть бумагой или мягкой тканью измерительные поверхности «пятки» и микровинта; затем, вращая микрометрический винт с помощью трещотки, добиться соприкосновения измерительных поверхностей. При этом скошенный край барабана должен установиться так, чтобы был виден нулевой штрих продольной (миллиметровой) шкалы, а нулевое деление круговой шкалы расположилось бы напротив продольного штриха стебля. Если такое расположение штрихов не соблюдается, то микрометрический инструмент нужно настроить (установить его на нуль). В противном случае его показания будут неверны.
Гладкие микрометры с диапазоном измерений 25-50, 50-75, 75-100 мм и др. настраиваются на нуль аналогично, но при этом используется установочная мера, равная нижнему пределу измерения микрометра: 25, 50, 75 мм и др. соответственно. После соприкосновения измерительных поверхностей микрометра с установочной мерой нулевой штрих круговой шкалы барабана должен совпасть с продольным штрихом стебля. Установочные меры поставляются в комплекте с микрометрами.
Микрометрический глубиномер с диапазоном измерений 0-25 мм устанавливается на нуль с использованием поверочной плиты. Барабан глубиномера вывертывается до полного утопления измерительного стержня микровинта в отверстии основания. Затем основание инструмента плотно прижимается к плите и вращением за трещотку микровинт возвращается до соприкосновения измерительной поверхности стержня с поверхностью плиты. Стопор фиксирует положение микровинта. Это и есть нулевое положение, при котором штрих нулевого деления круговой шкалы барабана должен быть расположен против продольного штриха стебля. В противном случае глубиномер необходимо установить на нуль. Последовательность действий при этом аналогична настройке гладкого микрометра.
Порядок настройки глубиномеров с большими значениями измеряемой величины (пределами измерений: 50-75; 75-100 мм) не отличается от порядка настройки глубиномера с пределом измерения 0-25 мм. Его можно увеличить применяя сменные (дополнительные) измерительные стержни.
Особенность установки на нуль резьбового микрометра с пределами измерения 25-50 мм заключается в том, что она проводится с использованием специальной меры и в ходе изменения положения «пятки» инструмента относительно микровинта.
Микрометрический нутромер установить на нуль можно с помощью концевых мер длины или специальной скобы, прилагаемой к инструменту (Рисунок 11). На головку нутромера навинчивается такой удлинитель, чтобы длина нутромера соответствовала размеру скобы.
Нутромер нужно поместить между измерительными поверхностями скобы и, вращая барабан, добиться соприкосновения измерительных поверхностей с поверхностями скобы. Далее застопорить микровинт, проверить, появился ли нуль продольной шкалы и совпал ли нулевой штрих круговой шкалы с продольным штрихом стебля. В противном случае установка на нуль проводится так же, как и для гладкого микрометра.
После настройки микрометрического инструмента на нуль можно проводить измерения (Рисунок 12).

Рисунок 12 – Отсчетное устройство микрометрических инструменто
В целях упрощения работы необходимо использовать стойки, штативы и другие приспособления для крепления измерительных инструментов и деталей. Во время измерений относительные перекосы измерительных поверхностей должны быть исключены. Их совмещение осуществляется в ходе аккуратного вращения микровинта за трещотку (до трех щелчков). Вращение за барабан противопоказано во избежание сбоя настройки (кроме микрометрического нутромера, который не имеет трещотки). При определении размеров заданной цилиндрической поверхности измерение ведется в трех сечениях и в каждом сечении в двух взаимно перпендикулярных направлениях.
Ход работы
Оборудование и приборы: гладкие микрометры; зубомерные микрометры; микрометрические нутромеры; микрометрические глубиномеры; детали.
1) Изучить устройство микроинструментов (рисунок 8 – 11). Ознакомиться с измеряемыми деталями. Для каждой детали вычертить эскиз.
Внести основные параметры микроинструментов в таблицу 5.
2) Провести измерения.
3) Проверить гипотезу о принадлежности результатов наблюдений нормальному распределению (построение гистограммы, определение эмпирического распределения) по схеме, изложенной ниже.
Таблица 5 – Средства измерения – микроинструменты
Цель работы: научиться выполнять измерение способом рядов.
Измерительным инструментом в этой работе является линейка. Цену ее деления вы легко можете определить. Обычно цена деления линейки - 1 мм. Определить простым измерением с помощью линейки точный размер какого-либо маленького предмета (например, зернышка пшена) невозможно.

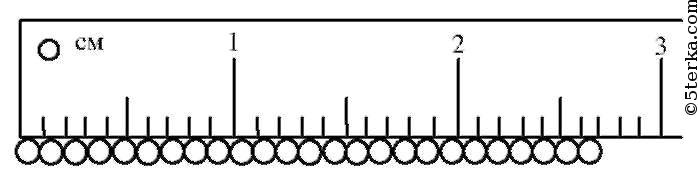
Если просто приложить линейку к зерну (см. рисунок), то и можно сказать, что диаметр его больше 1 мм и меньше 2 мм. Это измерение очень не точное. Чтобы получить более точное значение можно использовать другой инструмент (например, штангенциркуль
или даже микрометр). Наша же задача получить более точное измерение при помощи той же самой линейки. Для этого можно поступить следующим образом. Положим некоторое количество зернышек вряд вдоль линейки, чтобы между ними не оставалось промежутков.
Так мы измерим длину ряда зерен. Зерна имеют одинаковый диаметр. Следовательно, чтобы получить диаметр зерна нужно разделить длину ряда на количество зерен его составляющих.
27 мм: 25 шт = 1,08 мм
На глаз видно, что длина ряда несколько больше 27 миллиметров, поэтому ее можно считать 27,5 мм. Тогда: 27,5 мм: 25 шт = 1,1 мм
При отличии первого измерения от второго на 0,5 миллиметра результат отличается всего на 0,02 (две сотых!) миллиметра. Для линейки с ценой деления в 1 мм результат измерения очень точный. Это и называется способом рядов.
Пример выполнения работы:

Вычисления:

где d - диаметр
l - длина ряда
n - число частиц в ряду
Цель: изучить элементарные сведения о видах измерений и оценке их точности
Оборудование: штангенциркуль, микрометр, объект измерений
Краткая теория:
Погрешность измерения - оценка отклонения измеренного значения величины от её истинного значения. Погрешность измерения является характеристикой (мерой) точности измерения.
Причины погрешности:
1) Закономерный несовершенный метод работы
2) Технические недостатки прибора
3) Влияние изменений условий измерения (температуры, влажности и тд.)
4) Несовершенство органов зрения, слуха
5) Неправильный отсчет по прибору, невнимательность экспериментатора
Классификация погрешностей:
1) По способу измерения:
· Прямыми называются измерения, при которых искомое значение величины получают непосредственно с помощью соответствующих приборов. Примером прямых измерений служат измерения длины линейкой, массы - весами, интервалов времени – секундомером и тд.
· Косвенными называются измерения, при которых непосредственно измеряется не сама интересующая физическая величина, а другие физические величины, закономерно с ней связанные.
2) По форме представления:
· Абсолютная погрешность ∆Х - разность между измерениями ∆Х и истинным Хист измеряемой величины:
∆Х = Х - Хист
· Относительная погрешность E х – отношение абсолютной погрешностик истинному значению Хист измеренной величины
3) По характеру проявления:
- Случайная погрешность
- погрешность, меняющаяся (по величине и по знаку) от измерения к измерению. Случайные погрешности могут быть связаны с несовершенством приборов (трение в механических приборах и т. п.), тряской в городских условиях, с несовершенством объекта измерений, с особенностями самой измеряемой величины.
- Систематическая погрешность
- погрешность, изменяющаяся во времени по определённому закону (частным случаем является постоянная погрешность, не изменяющаяся с течением времени). Систематические погрешности могут быть связаны с ошибками приборов (неправильная шкала, калибровка и т. п.), неучтёнными экспериментатором.
Порядок выполнения работы:
Определить объем цилиндра. Диаметр измерить микрометром, а высоту штангенциркулем.
1) Определить точность нониуса штангенциркуля:
Θ ≈ 0,05 мм
2) Измерить диаметр и высоту цилиндра и результат занести в следующую таблицу:
| d₁ мм | (d₁- | (d¡- | hi , мм | (hi- | (hi- |
|
| 1 | 9,90 | -0,02 | 0,0004 | 52,5 | 0,12 | 0,0144 |
| 2 | 10,00 | -0,2 | 0,04 | 51,2 | -1,18 | 1,3924 |
| 3 | 10,00 | -0,2 | 0,04 | 53,4 | 1,02 | 1,0404 |
| 4 | 9,90 | -0,02 | 0,0004 | 53,5 | 1,12 | 1,2544 |
| 5 | 9,80 | -0,12 | 0,0144 | 51,3 | -1,08 | 1,1664 |
| S d =0,0689 | S h =0,4933 |
3) Обработать результаты прямых измерений, т.е найти
∆d = 0,0689 + 0,1= 0,1689 = 0,17 ∆ d = 0,17 < d > = 9,92
∆h = 0,4933 + 0,1 = 0,5933 ∆
h = 0,5933
4) Найти среднее значение искомой величины по формуле:
5) Получить формулу для относительной погрешности и результаты измерения объема. Вычислить относительную погрешность измерения:
Ev = 2 = 0,03+ 0,01 = 0,04 = 4%
6) Найти абсолютную погрешность результата измерения V:
V = 0,04 *4046 = 161,84 = 162 ММ3
7) Записать окончательный результат измерения объема:
V=
V = 4046 ±162 ММ3 = (4,046 ± 0,162)*103 ММ3
8) Сформулировать и записать общий вывод по работе:
Sd = = 0,0689 S d = 0,0689
Sh = = 0,4933 S h = 0,4933
Вывод: Выполнив лабораторную работу, мы изучили элементарные сведения о видах измерений и оценке их точности, Научились работать с штангенциркулем и на эксперименте измерять физические величины, а также научились вычислять абсолютные и относительные погрешности.
Российской Федерации
Кафедра физики и химии
ОТЧЕТ
По лабораторной работе №1
Измерение физических величин
Выполнила:
Студентка МЭО-10-1
Драган Валентина
Министерство образования и науки
Российской Федерации
Уральский Государственный Экономический Университет
Кафедра физики и химии
ОТЧЕТ
По лабораторной работе №1
Измерение физических величин
Выполнила:
Студентка МЭО-10-1